Nieuws categorie
- ALLE
- Kwaliteit, fabriek
- Producten
- March Owners -Schieten, Recensies, Wedstrijden etc.
- Beurzen
- Overig
Archief
Nieuw geplaatst
-
Gefeliciteerd Alix en Benjamin Gineste voor hun derde plaats op de King of 2 miles in Frankrijk met March Genesis 4-40×52 Scope!
Geplaatst op 04/30/2024
-
King of 2 Miles-video van Camp de Canjeurs, Frankrijk
Geplaatst op 04/30/2024
-
DEON is van 3 t/m 6 mei gesloten vanwege de nationale feestdagen van de Gouden Week
Geplaatst op 04/18/2024
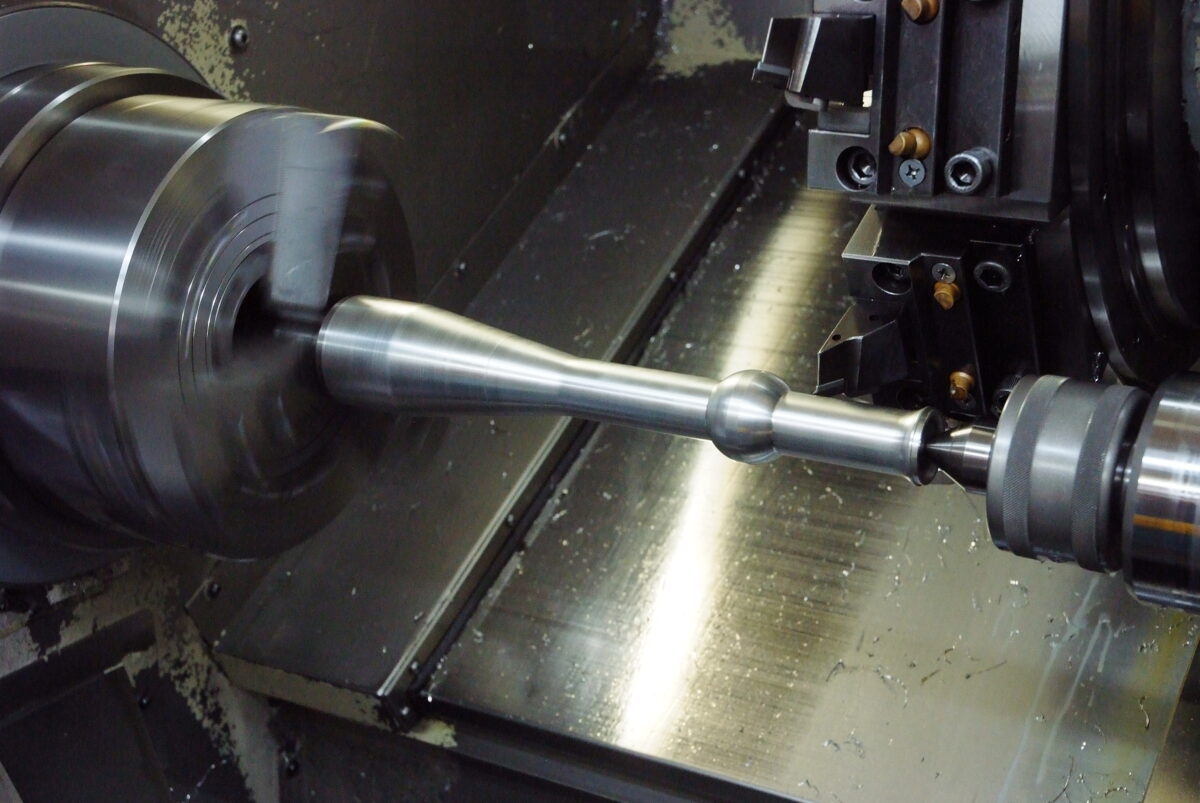
De carrosserieën van March Scopes worden vervaardigd door middel van machinale bewerking van massief aluminium staafmateriaal, waarbij bijna 90% ervan wordt weggegooid
Geplaatst op 09/09/2022
DEON Optical Design Corporation (vervaardiging van March Scopes) is een kleine fabrikant die produceert scope-body's door machinale bewerking van massief aluminium staafmagazijn. Dit is een ongebruikelijke manier om een scopebody te vervaardigen, aangezien de materiaalkosten erg hoog zijn en ook het fabricageproces zelf duur is omdat het een lange bewerkingstijd vereist. Raad het gewicht van het massief aluminium staafmagazijn. Voor een 10-60×56 High Master-scope weegt deze ongeveer 2.5 kg (5.512 lb). De aluminium staaf is 20 mm (0.79 inch) dik. Nadat we machinaal uit de massieve aluminium staafvoorraad hebben gewerkt, zal de body van de scoop 269 g (9.49 oz) zijn. We gooien eigenlijk ongeveer 89.24% van het materiaal weg. De grootte van het massieve aluminium staafmagazijn verschilt per scoopmodel, maar het materiaalverwijderingspercentage is voor iedereen ongeveer hetzelfde, bijna of meer dan 90%!
(De aluminium staaf en de behuizing van de scoop op de foto's zijn voor weergave in onze fabriek.)


Algemene methode is de reguliere persvormgeving die groot is bedrijven die massaal geweerkijkers produceren, kiezen omdat het een veel sneller, gemakkelijker en vooral goedkoper productieproces is. Een onder druk gegoten scoopbody kost slechts ongeveer 20% van wat een machinaal bewerkte aluminium scoopbody kost. De reden waarom het persen van scopebody's zo goedkoop is, is vanwege de sterk verminderde behoefte aan machinale bewerking en dat houdt de materiaal- en arbeidskosten laag. Zo wordt de objectiefklok in een scooplichaam van een persvorm verbreed door met een pers een pijp in het lichaam te brengen. Een nog goedkopere productiemethode is er een waarbij de objectiefbel apart van het lichaam wordt gemaakt en de twee delen tijdens de fabricage met elkaar worden verbonden. De blank van het scooplichaam wordt koud gesmeed met behulp van een grote pers. Deze handeling veroorzaakt verharding van het aluminium en het materiaal zal stijf zijn. De dichtheid van het aluminium zal gedeeltelijk veranderen en er zal interne spanning zijn, die uitgloeien vereist. Het persen van een scooplichaam vereist veel minder nabewerking en dus is de snijtijd veel korter.
We weten dit omdat onze oprichters tientallen jaren hebben gewerkt voor een optisch bedrijf dat voor veel bedrijven hoogwaardige OEM-richtkijkers produceert. Het valt niet te ontkennen dat de productie van persvormen veel efficiënter en goedkoper is dan machinale bewerking uit stafmateriaal. Persgieten is een geweldig productieproces dat veel minder kost en geld bespaart voor het bedrijf.
Wij zijn een kleine, op maat gemaakte fabrikant die elke scope met de hand bouwt, waarbij er een limiet is aan de hoeveelheid productie. Toen we de productiemethode van een scooplichaam overwogen, namen we een beslissing in overeenstemming met onze bedrijfsrichtlijn "Om ons best te doen om elke schutter te ondersteunen". Dus hoewel de machinaal bewerkte scoopbody meer dan 5 keer zo duur is als die van de persgegoten scoop, was het voor ons een eenvoudige beslissing omdat we alleen goed willen doen voor onze veeleisende eigenaren van scoops uit maart. Er zijn specifieke technische redenen waarom we voor de bewerkingsmethode hebben gekozen die hieronder wordt uitgelegd.
Bij dit proces wordt bijna 90% van het materiaal weggegooid tijdens het bewerkingsproces. Het bewerkingsproces wordt uitgevoerd in twee fasen. Bij het bewerken van het aluminium staafmagazijn is het van cruciaal belang om dit in het juiste tempo te doen om te voorkomen dat er tijdens het proces spanning ontstaat. Daarom nemen we de tijd om het aluminium beetje bij beetje te bewerken om geen onnodige spanning in de behuizing van de scoop te veroorzaken. Voordat we de tweede bewerkingsfase ondergaan, gloeien we het halfgevormde scooplichaam uit om alle spanning volledig te verlichten. Dit proces stelt ons in staat om het lichaam van de scoop met uiterste precisie vorm te geven.
Door het scooplichaam te machinaal bewerken van massief aluminium stafmateriaal, belasten we het materiaal niet en kunnen we een zeer stabiel lichaam vervaardigen met overal een uniforme dichtheid. We elimineren de kleinste vervorming of excentriciteit in het lichaam en zorgen er zo voor dat het lichaam perfect is uitgelijnd en uitgelijnd blijft door herhaaldelijk schieten en misbruik, waardoor u, de schutter, een betrouwbaar precisie-instrument krijgt. Als het lichaam slechts 1/100 mm verkeerd is uitgelijnd, vertaalt dit zich naar 1 cm op 100 meter. (Voor Amerikaanse schutters: een verkeerde uitlijning van .0005 in het lichaam wordt een afwijking van een halve inch op 110 meter.)
We willen dat onze richtkijkers sterk en stevig zijn, zodat schutters volledig kunnen vertrouwen op hun richtkijkers van maart. We ondersteunen schutters door de allerbeste scopes te bieden waarop u te allen tijde kunt vertrouwen. Dank u voor uw voortdurende steun!
Geschreven door: Mari Morita
