“Importancia del proceso de lapeado de los anillos de alcance”, escrito por Satoshi Matsuo, editor en jefe adjunto de Gun Professionals Magazine y Guns & Shooting Magazine (Japón)
Publicado 07/26/2022
A veces recibimos consultas sobre si es necesario lapear los anillos del visor. Como fabricante de instrumentos ópticos de precisión, se sugiere que pula los anillos del visor. Esto se debe a queMientras que un solo producto permanecerá dentro de las tolerancias y no causará problemas, múltiples productos apilados uno encima del otro pueden sumarse a las tolerancias de fabricación y, en casos excepcionales, exceder las tolerancias. Sin embargo, un lapeado excesivo tendrá efectos contraproducentes y hay varias precauciones que se deben tomar durante el proceso. En la mayoría de los casos, como los anillos de March Scope, es posible que no sea necesario lapearlos. El riesgo puede ser mayor que el beneficio de este proceso, a menos que los anillos sean lapeados correctamente por alguien experto con el equipo adecuado. Debe asegurarse de que el riel del alcance no esté doblado o el lapeado será inútil. Si estás interesado, es muy recomendable que consulta con su armero antes de actuar. A continuación se muestra un artículo informativo detallado traducido al inglés, escrito por satoshi matsuo, un destacado subdirector de redacción de Revista de profesionales de armas y Revista de armas y tiro en Japón. Para su curiosidad intelectual, puede valer la pena saber por qué es necesario lapear los anillos del visor y las instrucciones recomendadas para hacerlo.
Por qué es necesario el proceso de lapeado del anillo del alcance y las instrucciones de lapeado recomendadas
Escrito por Satoshi Matsuo
Editor en jefe adjunto en Gun Professionals Magazine y Guns & Shooting Magazine
(Parte 1) Por qué es necesario el proceso de lapeado del anillo del alcance
(1) Introducción
Desafortunadamente, la necesidad de una alineación por superposición del anillo del alcance no se ha reconocido adecuadamente. Al conectar una mira telescópica a un arma, se colocan anillos disponibles comercialmente en la pistola, y si la mira se coloca y asegura como está, puede rayar el cuerpo de la mira o, en el peor de los casos, dañar la mira misma. No obstante, la mayoría de los tiradores desconocen esta posibilidad. Además, cuando retire la mira de la pistola y también el anillo de la mira, es posible que encuentre un leve rasguño en la parte del tubo de la mira. Puede pensar que es natural que haya marcas en el anillo (marcas de montaje) porque la mira se montó en el arma. Si el visor se monta de la manera adecuada, dichas marcas casi nunca aparecerán en el visor. La alineación del lapeado del anillo del visor es una parte necesaria del montaje adecuado del visor. Si se hace esto, las posibilidades de dañar o rayar el alcance se reducen considerablemente.
(2) ¿Por qué se necesita una alineación de traslape?
Un arma es un producto industrial. Los anillos de alcance, las bases de alcance y los alcances son productos industriales. Los productos industriales tienen tolerancias de fabricación. Las tolerancias de fabricación son las tolerancias que permiten cierto grado de error dimensional en la fabricación de piezas individuales. Esto asegura que la calidad de cada producto sea consistente. Si es una sola máquina, no ocurrirá ningún problema siempre que esté dentro de las tolerancias. Sin embargo, cuando se monta una mira, se fija una base de montaje a la pistola, se le fija un anillo de mira y se sujeta la mira. Múltiples productos industriales hechos en piezas se apilan uno encima del otro para mantener el visor en su lugar. Si bien un solo producto se mantendrá dentro de las tolerancias y no causará problemas, varios productos apilados uno encima del otro pueden sumarse a las tolerancias de fabricación y, en casos excepcionales, exceder las tolerancias. En casos extremos, la altura del anillo de la mira frontal puede ser diferente de la del anillo de la mira trasera. Si el visor se coloca allí y se aprieta y asegura, el cuerpo del visor se distorsionará. Si el cuerpo del visor, que es un instrumento óptico, está distorsionado, el eje óptico estará desalineado. A esto nos referimos con la posibilidad de dañar el visor. Apretar el visor aplicará una fuerza excesiva, lo que también rayará el cuerpo. Puede pensar que los costosos anillos y bases de visores hechos por fabricantes de primera clase están hechos con alta precisión y que esto no sucederá. En realidad, sin embargo, tales problemas ocurren incluso con productos caros. Lo mismo ocurre con los anillos integrados delanteros y traseros y las bases integradas. No hay garantía de que el receptor esté perfectamente dimensionado, incluso para el cuerpo del arma al que se une la base. Así como se prepara el suelo para la construcción, es necesario asegurarse de que el anillo del visor, que es el suelo para el visor, esté correctamente sujeto por delante y por detrás.
(3) Herramientas de alineación de anillos
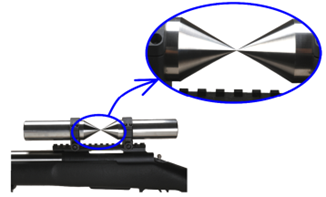
La herramienta de alineación de anillos se utiliza para comprobar si los anillos delantero y trasero están instalados en la posición correcta. Es una barra de metal con el mismo diámetro que el visor y un extremo puntiagudo. Es un cilindro mecanizado con precisión con una forma cónica perfecta en la barra y su punta.
Fije la base de la mira al arma y la mitad inferior del anillo de la mira tanto en la parte delantera como en la trasera. Luego, la mitad superior del anillo se instala con la parte cónica de la herramienta de alineación de anillos enfrentada, y el tornillo del anillo se asegura con el valor de torsión adecuado*. Si las puntas cónicas de la herramienta de alineación están una frente a la otra y hacen un contacto preciso, la posición de adelante hacia atrás del anillo es correcta. En la mayoría de los casos, este será el caso. Sin embargo, si este no es el caso, es inevitable que se dañe el visor si no se realiza el proceso de alineación.
*Consulte el enlace a continuación para conocer el valor de torsión adecuado. https://marchscopes.com/wp-content/uploads/2021/12/Torque-english-2021.12.9.pdf
(4) Incluso si la alineación es buena, es necesario mecanizar
No es necesariamente cierto que el proceso de alineación sea innecesario siempre que las puntas de los conos estén en contacto preciso. En muchos casos, la superficie de los anillos del visor ha sido tratada de alguna manera. Si esto no se hace correctamente e incluso hay una ligera irregularidad en el interior del anillo de la mira, puede rayar la mira. Incluso la más mínima marca de corte en el borde del anillo también puede rayar la mira. Después de todo, el anillo mantiene el visor en su lugar con gran fuerza. Probablemente se deba principalmente a estas marcas de corte que los anillos del visor desarrollen marcas de desgaste.
(5) Procedimiento de trabajo
Fije el cuerpo de la pistola al tornillo de banco y fije la base de la mira y el anillo inferior de la mira. Se recomienda utilizar el valor de torsión adecuado especificado para cada base y anillo. Al iniciar el proceso de lapeado, se recomienda lapear el cuerpo de la pistola con una envoltura de plástico y aplicar cinta adhesiva en las piezas pequeñas para evitar que el compuesto de lapeado salpique el cuerpo de la pistola u otras partes del anillo.
En este procedimiento, solo se pule la parte inferior del anillo, mientras que la parte superior se pule por separado. Algunos videos instructivos muestran el lapeado con la parte superior del anillo unida, pero no recomendamos este método por dos razones.
1. El superposición excesiva de la parte superior e inferior juntas probablemente hará que el diámetro interior del anillo sea más grande que el tubo del visor, lo que resultará en una fijación laxa del visor.
2. Se coloca una carga excesiva en el tornillo que une los visores superior e inferior, lo que posiblemente dañe el tornillo.
Aplique una cantidad adecuada de compuesto de pulido a la superficie de contacto del visor en el lado inferior del anillo. Puede poner el compuesto en su dedo u otro objeto y aplicarlo lo suficiente para cubrir toda la superficie. Use una barra de lapeado para afilar (lapear) el anillo agregando rotación y movimiento hacia adelante y hacia atrás para alinear los anillos delantero y trasero. No es necesario un lapeado excesivo. Si el diámetro interior del anillo es mayor que el diámetro exterior del tubo del visor, el anillo no podrá cumplir su función como anillo. Después de lapear, limpie completamente el compuesto y retire la cinta adhesiva y el envoltorio de plástico.
También se debe lapear la superficie de contacto del visor en el lado superior del anillo. El lapeado se realiza un anillo a la vez, sosteniendo el anillo en la mano. Después de enmascarar los orificios de los tornillos del anillo, etc., aplique compuesto a la superficie de contacto del anillo con el alcance. La cantidad de compuesto debe ser menos de la mitad de la utilizada para el lado inferior del anillo. Esto se debe a que el objetivo de lapear el anillo superior no es alinearlo, sino eliminar las marcas irregulares de pintura y cortes en el anillo. El trabajo se puede hacer sosteniendo la barra de lapeado en la mano y el anillo en la mano opuesta, y luego haciendo movimientos de ida y vuelta y de rotación.
Después de completar el proceso de lapeado aquí también, limpie el compuesto y retire la cinta adhesiva. El compuesto debe eliminarse por completo después del lapeado, independientemente de si se encuentra en la parte superior o inferior del anillo. Si lo hace a medias, puede dañar el visor. Además de simplemente limpiar el compuesto, puede ser efectivo limpiarlo con cuidado con un paño lleno de aceite.
(6) Sobre el compuesto a utilizar
Como se trata básicamente de pulido de metales, se deben utilizar abrasivos, idealmente en forma de pasta. Los abrasivos en polvo son difíciles de moler uniformemente y pueden contaminar fácilmente el cuerpo de la pistola, por lo que deben evitarse. Wheeler, que vende muchas herramientas relacionadas con armas de fuego en los Estados Unidos, ha comercializado un compuesto de lapeado adecuado para esta tarea. El compuesto LOCTITE CLOVER también es adecuado. Generalmente, un valor de cuadrícula de #220 a #240 es apropiado, y cualquier valor más áspero (menor número) o más fino (mayor número) debe evitarse.
(7) Tenga en cuenta lo siguiente
Al igual que con el ánima de un rifle, el interior del anillo de la mira no debe ser liso ni brillante. Si los anillos de la mira no tienen cierto grado de rugosidad, la inercia provocada por el retroceso de los disparos puede hacer que la mira se deslice y cambie de posición. Por lo tanto, un lapeado excesivo es contraproducente. Por otro lado, los anillos de alcance muy económicos, por ejemplo, pueden fallar sin un lapeado significativo.
Se recomienda encarecidamente cubrir el cuerpo del arma con una envoltura de plástico y las piezas pequeñas con cinta adhesiva para evitar que el compuesto salpique y contamine el arma de fuego y otros componentes.
(*Todo el trabajo relacionado con las armas de fuego, incluido el lapeado, debe realizarse bajo su propio riesgo. No podemos responsabilizarnos de los problemas que puedan surgir de este trabajo).
(Parte 2) Instrucciones de lapeado recomendadas para anillos de alcance
(1) Use la herramienta de alineación de lapeado de esta manera.
Si las puntas cónicas están perfectamente alineadas, no hay necesidad de alineación en principio. Aun así, es más seguro desbarbar el anillo por lapeado.
(2) anillo de alcance
En principio, la alineación sólo debería hacerse en la parte inferior del anillo.

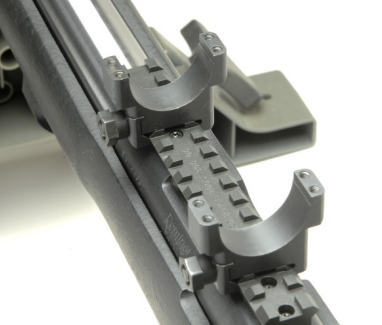
(3) Anillos y base de alcance de montaje
Fije la base de la mira y el lado inferior del anillo. Utilice una llave dinamométrica para instalar la base del visor y el anillo inferior en el valor adecuado*. Cuando trabaje en la pistola, asegúrese de que la pistola esté montado de forma segura en el tornillo de banco de la pistola.
*Consulte el enlace a continuación para conocer el valor de torsión adecuado. https://marchscopes.com/wp-content/uploads/2021/12/Torque-english-2021.12.9.pdf
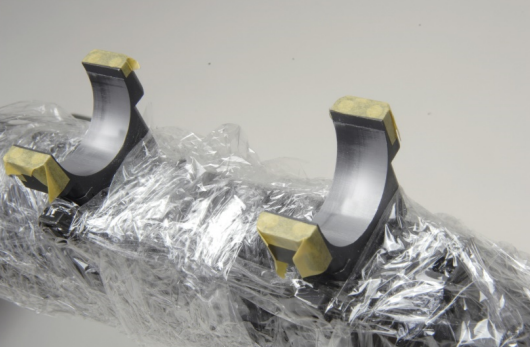
(4) Cubra la pistola de forma segura con una envoltura de plástico para evitar la contaminación del cuerpo de la pistola con compuesto durante el trabajo. La cinta adhesiva debe aplicarse a las piezas más pequeñas, como los orificios para tornillos para evitar la contaminación del cuerpo de la pistola con compuesto durante la operación.

(5) Aplique compuesto de pulido en el interior de la área de montaje en la parte inferior del anillo.

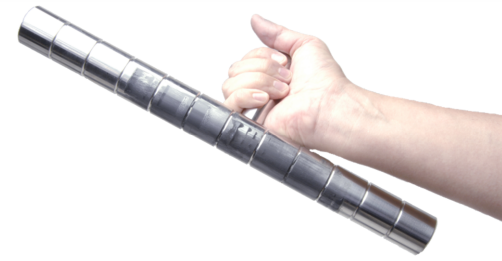
(6) Mueva la barra de lapeado hacia adelante y hacia atrás y gírelo para alinear los anillos delantero y trasero.

(7) La barra de lapeado se ensucia así. Después de la terminado el trabajo, limpie el compuesto limpiamente.
(8) El interior de la parte inferior del anillo se luzca así después de limpiar el compuesto. No es necesario que quede liso y brillante. La cantidad correcta de rugosidad debe permanecer. Asegúrese de limpiar limpiamente el compuesto. Después de esto, aplique una pequeña cantidad de compuesto al interior de la mitad superior del anillo y lame ligeramente el anillo en su mano.
(9) Limpie el compuesto con cuidado e instale el alcance con precaución. Utilice una llave dinamométrica para instale el visor con el valor de torsión correcto.
*Consulte el enlace a continuación para conocer el valor de torsión adecuado.
https://marchscopes.com/wp-content/uploads/2021/12/Torque-english-2021.12.9.pdf

(10) Para este lapeado utilizamos Valve de Monami Compuesto de pulido #240. Se vende en lata de 200g.
¡Disfruta disparando!
