noticias Categoría
- TODAS
- Calidad, Fábrica
- Productos
- Propietarios de Marcha -Tiro, Reseñas, Concursos etc.
- Exposiciones
- Otros
Archive
Publicado recientemente
-
El stand de March Scopes se instala en King of 2 Miles en Francia
Publicado 04/26/2024
-
¡Marzo Scopes Europe estará presente en el Rey de las 2 Millas en Francia!
Publicado 04/25/2024
-
¡Felicitaciones a Rohan y Declan Barlow por quedar primeros en su división en el partido Clase F (Australia)!
Publicado 04/23/2024
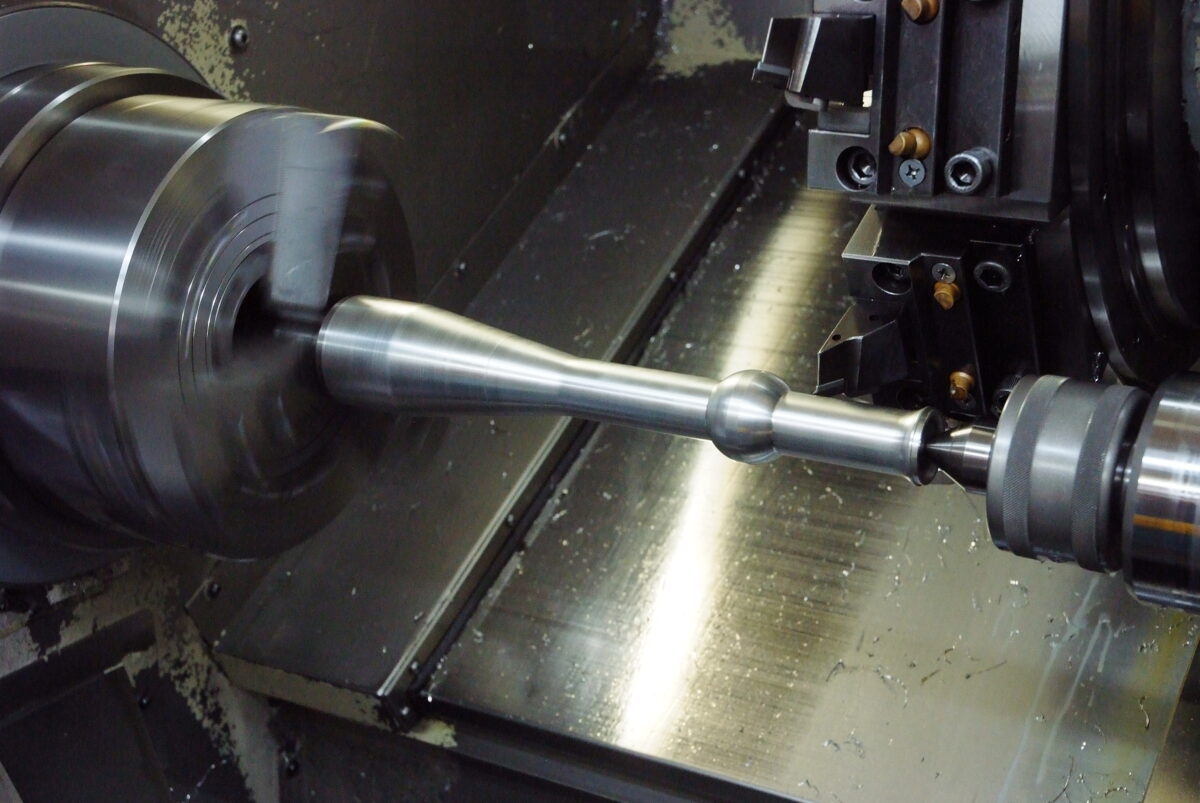
Los cuerpos de los Scopes de March se fabrican mediante mecanizado a partir de barras de aluminio macizo, desechando casi el 90 %
Publicado 09/09/2022
DEON Optical Design Corporation (fabricación de March Scopes) es un fabricante menor que fabrica cuerpos de alcance por mecanizado a partir de barras de aluminio sólido. Esta es una forma poco común de fabricar un cuerpo de alcance ya que el costo del material es muy alto y también el proceso de fabricación en sí es costoso ya que requiere un largo tiempo de mecanizado. Por favor, adivine el peso de la barra de aluminio macizo. Para el visor High Master 10-60×56, pesa alrededor de 2.5 kg (5.512 lb). La barra de aluminio tiene un grosor de 20 mm (0.79 pulgadas). Después de mecanizar a partir de la barra de aluminio sólido, el cuerpo del visor será de 269 g (9.49 oz). De hecho, descartamos alrededor del 89.24% del material. El tamaño de la barra de aluminio sólido difiere según el modelo de alcance, pero la tasa de eliminación de material es casi la misma para todos, ¡casi o más del 90%!
(La barra de aluminio y el cuerpo del visor en las imágenes son para exhibición en nuestra fábrica).


El método general es el moldeo a presión convencional que es grande Las empresas que producen visores en masa lo adoptan porque es un proceso de fabricación mucho más rápido, más fácil y, sobre todo, más económico. Un cuerpo de visor moldeado a presión cuesta solo alrededor del 20% de lo que cuesta un cuerpo de visor de aluminio mecanizado. La razón por la cual el moldeado a presión de los cuerpos de los telescopios es tan económico es por la menor necesidad de maquinado y eso mantiene bajos los costos de material y mano de obra. Por ejemplo, la campana del objetivo en el cuerpo de un visor moldeado a presión se ensancha introduciendo un tubo en el cuerpo usando una prensa. Un método de producción aún más económico es aquel en el que la campana objetivo se crea por separado del cuerpo y las dos partes se unen durante la fabricación. El cuerpo del visor se somete a una operación de forjado en frío utilizando una prensa grande. Esta operación provocará el endurecimiento por trabajo del aluminio y el material quedará rígido. La densidad del aluminio cambiará parcialmente y habrá tensión interna, que requerirá recocido. La prensa que moldea el cuerpo de un visor requiere mucho menos mecanizado final y, por lo tanto, el tiempo de corte es mucho más corto.
Lo sabemos porque nuestros fundadores han trabajado durante décadas para una empresa óptica que fabrica visores de puntería OEM de alta calidad para muchas empresas. Es innegable que la fabricación por moldeo a presión es mucho más eficiente y económica que el mecanizado a partir de barras. El moldeado a presión es un excelente proceso de fabricación que cuesta mucho menos y ahorra dinero a la empresa.
Somos un pequeño fabricante personalizado que construye a mano cada alcance donde hay un límite en la cantidad de producción. Cuando consideramos el método de fabricación del cuerpo de un visor, tomamos una decisión de acuerdo con la directriz de nuestra empresa "Hacer todo lo posible para apoyar a todos y cada uno de los tiradores". Entonces, aunque el cuerpo del visor mecanizado cuesta más de 5 veces que el del visor moldeado a presión, fue una decisión simple para nosotros porque solo queremos hacer lo correcto para nuestros exigentes propietarios de visores de March. Hay razones técnicas específicas por las que elegimos el método de mecanizado que se explica a continuación.
Este proceso en realidad descarta casi el 90% del material durante el proceso de mecanizado. El proceso de mecanizado se realiza en dos etapas. Al mecanizar barras de aluminio, es fundamental hacerlo al ritmo adecuado para evitar la introducción de tensión durante el proceso. Es por eso que nos tomamos nuestro tiempo para mecanizar el aluminio, poco a poco, para no crear una tensión indebida en el cuerpo del visor. Antes de pasar por la segunda etapa de mecanizado, recocemos el cuerpo del visor semiformado para aliviar completamente cualquier tensión. Este proceso nos permite dar forma al cuerpo del visor con meticulosa precisión.
Al mecanizar el cuerpo del visor a partir de una barra sólida de aluminio, no estresamos el material y podemos fabricar un cuerpo muy estable con una densidad uniforme en todas partes. Eliminamos la más mínima distorsión o excentricidad en el cuerpo y, por lo tanto, nos aseguramos de que el cuerpo esté perfectamente alineado y permanezca alineado a través de disparos y abusos repetidos, lo que le brinda al tirador un instrumento de precisión confiable. Si el cuerpo está desalineado solo 1/100 mm, esto se traduce en 1 cm a 100 metros. (Para los tiradores estadounidenses: una desalineación de .0005 en el cuerpo se convierte en una desviación de media pulgada a 110 yardas).
Queremos que los cuerpos de nuestros visores sean fuertes y robustos para que los tiradores puedan tener total confianza en sus visores March. Apoyamos a los tiradores proporcionando los mejores visores en los que puede confiar en todo momento. ¡Gracias por su continuo apoyo!
Escrito por: Mari Morita
